БДС-5 Станок деревообрабатывающий комбинированный
Схемы, описание, характеристики

Сведения о производителе деревообрабатывающего комбинированного станка БДС-5
Производитель универсального заточного станка БДС-5 - Витебский завод заточных станков Визас, основанный в 1897 году.
С 1940 года предприятие специализируется на выпуске заточного оборудования и на сегодняшний день является единственным в СНГ производителем станков для изготовления и заточки любого режущего инструмента. Продукция завода эксплуатируется более чем в шестидесяти странах мира.
Завод «ВИЗАС» производит, также, деревообрабатывающее оборудование.
Станки, выпускаемые Витебским заводом заточных станков, Визас
- 3А64 - станок заточной универсальный Ø 250 х 650
- 3А64М - станок заточной универсальный Ø 250 х 650
- 3А64Д - станок заточной универсальный Ø 250 х 600
- 3А662 - станок заточной для червячных фрез полуавтомат Ø 200 х 630
- 3Б642 - станок заточной универсальный с гидравлическим приводом Ø 250 х 630
- 3Б662ВФ2 - станок заточной для червячных фрез с ЧПУ Ø 200 х 630
- 3В642 - станок заточной универсальный Ø 250 х 630
- 3Д641Е станок заточной универсальный с гидравлическим приводом Ø 200 х 400
- 3Д642Е - станок заточной универсальный с гидравлическим приводом Ø 250 х 630
- 3Е642 - станок заточной универсальный Ø 250 х 630
- 3Е642Е - станок заточной универсальный с гидравлическим приводом Ø 250 х 500
- 3М642 - станок заточной универсальный Ø 250 х 500
- 3Д692 - станок заточной универсальный для дисковых пил полуавтомат Ø 275..1430
- 3Е692 - станок заточной универсальный для дисковых пил полуавтомат Ø 250..1430
- 3662 - станок заточной для червячных фрез полуавтомат Ø 125 х 200
- ВЗ-318, ВЗ-318Е - станок заточной универсальный Ø 200 х 500
- ВЗ-818, ВЗ-818Е - станок заточной универсальный Ø 200 х 500
- ВЗ-319 - станок заточной универсальный настольный Ø 100 х 200
- БДС-4 - cтанок комбинированный по дереву
- БДС-5 - cтанок комбинированный по дереву
- ВЗ-335 - cтанок комбинированный по дереву
БДС-5 станок деревообрабатывающий комбинированный. Назначение, область применения
Полупромышленный 4-х операционный комбинированный деревообрабатывающий станок БДС-5 предназначен для комплексной обработки деталей из различных сортов дерева.
Комбинированный станок БДС-5 имеет простую конструкцию: электродвигатель с двухступенчатым шкивом и строгальный вал (шпиндель) с приемным шкивом соединены клиновым ремнем. Строгальный вал (шпиндель) имеет две скорости вращения - 3000 и 3900 об/мин при перестановке клинового ремня.
С торца строгального вала крепится приемный шкив и дисковая пила (дисковая фреза).
Для установки токарного приспособления строгальный вал демонтируется и заменяется токарным шпинделем.
Станок БДС-5 выполняет следующие операции:
- Строгание (фугование) по плоскости до 200 мм по ширине и до 3 мм в глубину за один проход при скорости подачи заготовки до 2 м/мин;
- Строгание по ребрам (кромке) под углом от 0 до 45°;
- Распиловку вдоль и поперек волокон доски толщиной до 50 мм при скорости подачи заготовки до 1,0 м/мин;
- Фрезерование дисковой фрезой глубиной до 16 мм при скорости подачи заготовки до 2 м/мин;
- Токарная обработка заготовки длиной до 630 мм, диаметром до 200 мм на план-шайбе и 100 мм в центрах.
Модификации станка БДС-5:
- БДС-5 ~220 В ±10%, мощность электродвигателя 1,5 кВт
- БДС-5-01 ~380 В ±10%, мощность электродвигателя 2,2 кВт
- БДС-5-02 ~220 В ±10%, мощность электродвигателя 1,5 кВт, ключ вкючения станка
Приспособления, поставляемые к станку БДС-5 за отдельную плату
- Приспособление для удлинения строгальных столов БДС-5.П2.000
- Приспособление для токарной обработки БДС-5.П5.000
- Приспособление прижимное для строгания БДС-5.П6.000
Состав комбинированного станка БДС-5
Станок БДС-5 состоит из станины 1 (рисунок 1), на которой установлен в подшипниках качения главный вал, являющийся ножевым валом.
На валу консольно установлен шкив, на который через клиноременную передачу передается вращение от электродвигателя 3.
На станине установлены строгальные столы (передний 4 и задний 5) с ограждением ножевого вала и пильный стол 1 (рисунок 2). На строгальные столы устанавливается удлинитель БДС—5.П2.000. Удлинитель стола состоит из (см.рисунок 10)
- Уголок левого БДС-5.П2.201-01 (поз. 1) - 2 шт.
- Уголок правого БДС-5.П2.201 (поз. 1) - 2 шт.
- Ролик БДС-5.П2.202 (поз. 2) - 2 шт.
- Болт M6-6q х 20.66.05 ГОСТ 7805-70 (поз. 3) - 8 шт.
- Шайба 6.65Г.05 ГОСТ 6402-70 (поз. 3) - 8 шт.
ПРИМЕЧАНИЕ иголки и ролики удлинителя стола помещены в комплектовочном ящике, а болты с шайбами установлены на станке.
На пильном столе установлена поворотная линейка для углового строгания. На скалку, расположенную вдоль пильного стола устанавливается линейка для углового пиления БДС-5.П1.010 (поз.2 рисунок 2).
Взамен стола 1 (рисунок 2) предусмотрена установка на станину станка приспособления для токарной обработки (рисунок 12).
На передний строгальный стол устанавливается приспособление прижимное для строгания (рисунок 13). Крепежные болты с шайбами установлены на станке.
БДС-5 Общий вид комбинированного станка

Фото комбинированного станка БДС-5

Фото комбинированного станка БДС-5

Фото комбинированного станка БДС-5

Расположение составных частей и органов управления станком БДС-5

Расположение составных частей и органов управления станком БДС-5

Крепление дисковой пилы и дисковой фрезы на конце шпинделя

Установка токарного и прижимного приспособлений на станок БДС-5
БДС-5 Станок стационарный комбинированный. Описание узлов
Для выполнения предусмотренных на станке работ необходимо учитывать, что:
Операция продольного пиления
При продольном пилении (фрезеровании) для обеспечения прямолинейного перемещения вдоль стола заготовку прижать к направляющей линейке 3 (рис.2), сняв линейку БДС-5.П1.010 поз. 4.
Пиление осуществлять плавно, без рывков, в нижнем положении пильного стола , строго соблюдая правила техники безопасности, изложенные в разделе 4 данного руководства. Перед пилением необходимо установить меньшую скорость вращения ножевого, вала (3000 мин -1), установив ремень на шкив меньшего диаметра электродвигателя и соответствующий ручей шкива ножевого вала.
Операция продольного пиления под углом
Для пиления под углом необходимо снять линейку 3 (рис.2) с пильного стола, установить требуемый угол пиления по лимбу линейки 4 и зафиксировать винтом 5 (рис.2). Пиление производить прижимай заготовку к линейке 4, перемещая ее по скалке вдоль пильного стола.
ПРИМЕЧАНИЕ - Станок поставляется налаженным на операцию пиление.
Операция строгания
При строгании величина снимаемого припуска устанавливается опусканием или подъемом переднего строгального стола. При этом величина снимаемого припуска не должна превышать 3мм. Подналадка станка производится в соответствии с п.п.9.4 и 9.5настоящего руководства. Перед строганием установить большую скорость вращения ножевого вала (3900 мин-1), установив ремень на шкив большего диаметра электродвигателя и соответствующий ручей шкива, ножевого вала.
Перемещение строгальных столов осуществляется с помощью винтов и их фиксация винтами 12.
Для строгания под углом необходимо установить требуемый угол строганий по лимбу 6 (рис.2) линейки 6 (рис.1) учитывая, что цена деления на лимбе равна 5 град.
Задать линейку винтами 13 с двух сторон. Отпустить винты с гайками 7,8 (рис. 1,2) и опустить линейку до заднего строгального стола. Зажать винты 7 и произвести строгание, прижимая заготовку к плоскости линейки 6.
Операция фрезерования
Для выполнения фрезерных работ необходимо вместо пилы установить фрезу. Для чего снять пильный стол 1 (рис.2), пилу, кольцо 1 (рис.9). Установить Фрезу с кольцом БДС-4.90.201 поз.2 (рис.10), фланец 1 и закрепить болтом 3, с шайбой 4 (рис.9).
Сняв расклинивающий нож, установить пильный стол. Пильный стол фиксируется винтами 7 (рис.2), один из винтов закручивается ключом БДС-4.90.202А.
Токарные работы
Для выполнения токарных работ необходимо:
Снять пильный стол со станины и режущий инструмент с оправки ножевого вала, снять клиновой ремень со шкивов ножевого валаи электродвигателя.
Установить клиновой ремень А—1600 на шкив токарного приспособления и установить приспособление 1 (рис.12) на станине закрепить зажимными винтами 7 (рис.2).
Установить опору БДС-5.П5.030 поз.2 (рис.12),отрегулировать приспособление по высоте, установить клиновой ремень А—1600 на ручей меньшего диаметра шкива электродвигателя, и зажать опору болтом 6.
Для токарной обработки необходимо закрепить заготовку в центрах, поджав ее задним центром посредством маховичка 4 (рис.12), или на планшайбе посредством шурупов через пазы на планшайбе. Установить подручник 5 с экраном в месте обработки с зазором 3...5 мм от контура заготовки. Включить станок и произвести обработку стамеской ВЗ-335.91.010. При работе в центрах планшайбу снять со шпинделя.
Строгание с использованием прижимного приспособления
Для строгания с использованием прижимного приспособления.
Снять ограждение 16 (рис.1) ножевого вала, отвернуть два винта М5 х 12, снять линейку Б, отвернув винты 13 и М5 х 15 с двух сторон линейки.
Установить приспособление БДС-5.П6.000 на передний строгальный стол (рис.13). Закрепить его тремя болтами поз.1 (М8 х16) и одним специальным винтом 2, завернуть ключом его БДС-4.90.202А.
Регулирование по высоте прижима осуществляется вращением рукоятки 3.
ПРИМЕЧАНИЯ: Приспособление для токарной обработки поставляется по требованию заказчика за отдельную плату.
Подготовительные операции

Углы заточки дереворежущего инструмента

Регулировка ножей в строгальном барабане станка БДС-5

Планка для калибровки ножей в строгальном барабане
Ножи необходимо устанавливать так, чтобы они выступали на 1 мм за габариты ножевого вала. При установке контролировать равномерную выставку ножей по всей длине вала.
Затяжку болтов, удерживающих ножи, начинать от середины клина, выставку ножей произвести по калиберной планке. Перед началом работы обязательно проверить надежность крепления ножей. Включив фуговальное устройство, убедиться в нормальной его работе. Необходимо следить за работой подшипников ножевого вала. В случае повышения температуры необходимо заменить подшипники.
Электрооборудование деревообрабатывающего комбинированного станка БДС-5
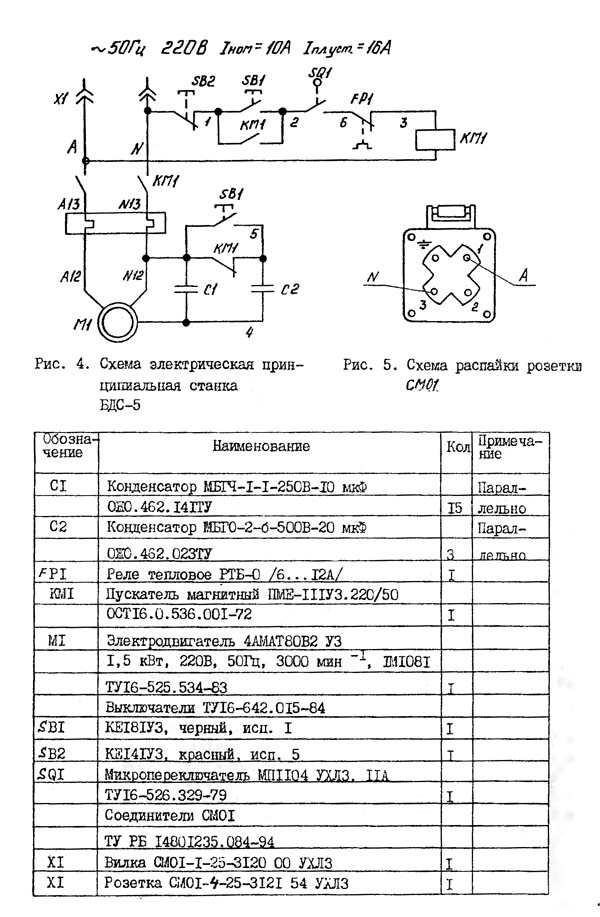
Электрическая схема станка БДС-5 на 220 В

Электрическая схема станка БДС-5-01 на 380 В

Электрическая схема станка БДС-5-02 на 220 В c ключом
ВНИМАНИЕ! Электрооборудование рассчитано на подключение к электросети с напряжением:
- БДС-5 ~220 В ±10%, мощность электродвигателя 1,5 кВт
- БДС-5-01 ~380 В ±10%, мощность электродвигателя 2,2 кВт
- БДС-5-02 ~220 В ±10%, мощность электродвигателя 1,5 кВт, ключ вкючения станка
Электроаппаратура станков БДС-5; БДС-5-01 смонтирована в электрошкафу 8 (рисунок 1), расположенном на станине и предназначена для управления работой двигателя.
Электрошкаф имеет степень защиты IP54 по ГОСТ 14254-80.
Для станков БДС-5-01 (рисунок 6) и БДС-5-02 (рисунок 8) схемой предусмотрено тепловое реле для защиты электродвигателя от длительных перегрузок, нулевая защита от самопроизвольного пуска двигателя, осуществляемая катушкой магнитного пускателя, и блокировка цепи управления станка при отсутствии ключа БДС-4.90.202А в устройстве замка-микропереключателя SQ1 (БДС-5, БДС-5-01).
Электродвигатель 3 (рисунок 1) работает в повторнократковременном режиме S3 на станке БДС-5 (6 мин. работы + 4 мин. отдых) ив длительном режиме S1 на станке БДС-5-01, БДС-5-02.
Пуск станка БДС-5-02: вставить ключ БДС-4.90.202А поз. 13 (рис.2) в замок повернув на 90 по часовой стрелке и подсоединить розетку поз. 14. Нажать кнопку "ПУСК" поз. 11.
Для остановки станка нажать кнопку "СТОП" 10 с грибовидным толкателем и фиксацией в нажатом (рис.1) положении. Расфиксацией - поворотом толкателя на 90° (по часовой стрелке). Для БДС-5—02 кнопка "СТОП" поз. 12 (рис.2).
Важно помнить, что:
- Напряжение питания станков БДС-5 и БДС-5-02 ~220 В ±10 %. Станок БДС-5-01 ~380 В ±10%. должно измеряться на вводе станка в момент пуска специально обученным персоналом.
- сечение проводов, подводимых к розетке, должно быть не менее 1,5 мм2 (медный провод) или 2,5 мм2 (алюминиевый провод);
- счетчик электроэнергии должен быть установлен на ток не менее 10 А;
- станок относится к приборам II класса по МЭК 1029-1-90 и заземлению не подлежит.
Читайте также: Производители деревообрабатывающих станков и оборудования
Станок деревообрабатывающий БДС-5. Видео взято с канала ютуб «Инженер Андрей».
Технические характеристики комбинированного станка БДС-5
| Наименование параметра | БДС-4 | БДС-5 | ВЗ-335 |
|---|---|---|---|
| Пиление дисковой пилой | |||
| Диапазон глубины пропила, мм | 50 | 50 | 80 |
| Наибольший диаметр пильного диска, мм | Ø250 | Ø250 | Ø250..Ø315 |
| Посадочный диаметр пилы, мм | 40 | 40 | 32, 50 |
| Частота вращения пилы, об/мин | 2400, 4000 | 3000, 4500 | 3000, 4500 |
| Размеры рабочей поверхности пильного стола, мм | |||
| Размеры торцевой каретки, мм | Ход торцевой каретки, мм | Наибольший диаметр фрезы, мм | 180 | 180 | Наибольшая глубина фрезерования, мм | 16 | 16 |
| Фугование (строгание) | |||
| Наибольшая ширина фугования (строгания), мм | 200 | 200 | 250 |
| Наибольшая глубина снимаемого слоя за один проход при строгании, мм | 3 | 3 | |
| Диаметр режущей части ножевого вала, мм | |||
| Частота вращения ножевого вала на холостом ходу, об/мин | 2400, 4000 | 3000, 3900 | 3000, 4500 |
| Размеры строгального ножа, мм | |||
| Количество строгальных ножей в ножевом барабане | 2 | 2 | |
| Ширина строгальных столов, мм | |||
| Общая длина строгальных столов, мм | 1300 | ||
| Рейсмус | |||
| Максимальная и минимальная толщина заготовки при рейсмусовании (Высота подъема рейсмусового стола), мм | нет | нет | 120 |
| Наименьшая длина обрабатываемой заготовки при рейсмусовании, мм | нет | нет | 400 |
| Скорость подачи заготовки в режиме рейсмуса, м/мин | нет | нет | 3,6; 5 |
| Размеры рабочей поверхности рейсмусового стола, мм | нет | нет | |
| Максимальная ширина рейсмусования, мм | нет | нет | |
| Наибольшая толщина срезаемого слоя при рейсмусовании, мм | нет | нет | 3 |
| Сверление. Фрезерование концевой фрезой | |||
| Наибольший диаметр сверла, фрезы, мм | нет | нет | 3..20 |
| Частота вращения сверла, фрезы, мин | нет | нет | 3000, 4500 |
| Размеры рабочей поверхности стола, мм | нет | нет | 450 х 250 |
| Глубина сверления, мм | нет | нет | 150 |
| Продольный ход стола, мм | нет | нет | 150 |
| Устройство токарное | Частота вращения токарного шпинделя, об/мин | нет | 1300 | 1600 | Наибольшая длина заготовки при токарной обработке, мм | нет | 630 | 800 | Наибольший диаметр заготовки при токарной обработке в центрах, мм | нет | 100 | 80 | Наибольший диаметр заготовки при токарной обработке на план-шайбе, мм | нет | 200 | 300 | Вес токарного приспособления, кг | нет | 26 |
| Электрооборудование станка | |||
| Род тока питающей сети | ~220В | ~220В / ~380В | ~380В |
| Количество электродвигателей на станке, шт | 1 | 1 | 1 |
| Электродвигатель, кВт | 2,2 | 1,5/ 2,2 | 3 |
| Габарит и масса станка | |||
| Габарит станка (длна х ширина х высота), мм | 1035 х 560 х 1280 | 825 х 580 х 1000 | 1100 х 900 х 900 |
| Масса станка, кг | 140 | 125 | 250 |
- Станок деревообрабатывающий БДС-5, БДС-5-01, БДС-5-02. Руководство по эксплуатации БДС-5.00.000 РЭ, 2009
- Амалицкий В.В. Деревообрабатывающие станки и инструменты, 2002
- Афанасьев А.Ф. Резьба по дереву, Техника, Инструменты, Изделия, 2014
- Бобиков П.Д. Мебель своими руками, 2004
- Борисов И.Б. Обработка дерева, 1999
- Джексон А., Дэй Д. Библия работ по дереву, 2015
- Золотая книга работ по дереву для владельца загородного участка, 2015
- Ильяев М.Д. Резьба по дереву, Уроки мастера, 2015
- Комаров Г.А. Четырехсторонние продольно-фрезерные станки для обработки древесины, 1983
- Кондратьев Ю.Н., Питухин А.В... Технология изделий из древесины, Конструирование изделий и расчет материалов, 2014
- Коротков В. И. Деревообрабатывающие станки, 2007
- Лявданская О.А., Любчич В.А., Бастаева Г.Т. Основы деревообработки, 2011
- Любченко В.И. Рейсмусовые станки для обработки древесины, 1983
- Манжос Ф.М. Дереворежущие станки, 1974
- Расев А.И., Косарин А.А. Гидротермическая обработка и консервирование древесины, учебное пособие, 2010
- Рыженко В.И. Полная энциклопедия художественных работ по дереву, 2010
- Рыкунин С.Н., Кандалина Л.Н. Технология деревообработки, 2005
- Симонов М.Н., Торговников Г.И. Окорочные станки, 1990
- Соловьев А.А., Коротков В.И. Наладка деревообрабатывающего оборудования, 1987
- Суханов В.Г. Круглопильные станки для распиловки древесины, 1984
- Фокин С.В., Шпортько О.Н. Деревообработка, Технологии и оборудование, 2017
- Хилтон Билл Работы по дереву, Полное руководство по изготовлению стильной мебели для дома, 2017
Список литературы:
Связанные ссылки. Дополнительная информация
