СФ-6 Станок фуговальный односторонний
Схемы, описание, характеристики

Сведения о производителе фуговального станка СФ-6
Производителем фуговального станка СФ-6 является Курганский завод деревообрабатывающих станков, основанный в 1941 году.
Завод производит оборудование для мебельных и строительно-столярных производств.
Производителем фуговального станка СФ-6(К) является Кировский станкостроительный завод, основанный в 1880 году. Завод был переименован в Кировский завод заточного и деревообрабатывающего оборудования.
Основная специализация завода - производство станков для заточки и подготовки дереворежущего инструмента к работе.
Станки, выпускаемые Курганским заводом деревообрабатывающих станков
СФ-6 Станок фуговальный односторонний. Назначение, область применения
Станок фуговальный односторонний СФ-6 предназначен для фугования (прямолинейного строгания, продольного фрезерования) заготовок из древесины различных пород по плоскости и под углом.
Фуговальный станок СФ-6 применяется на предприятиях мебельной и деревообрабатывающей промышленности (мебельной, домостроительной, авто- и вагоностроения и т.д.), модельных цехах машиностроительных заводов, строительных организациях.
Станина станка СФ-6 выполнена чугунной, цельнолитой, коробчатой формы, внутри которой установлен электродвигатель привода ножевого вала.
Вращение ножевому валу передается клиновыми ремнями. Для натяжения ремней предусмотрено вертикальное перемещение подмоторной плиты. Ременная передача закрыта кожухом.
Опоры ножевого вала смонтированы в цельном блоке с отъемными крышками, что позволяет снизить механические шумы и вибрацию от вращения ножевого вала. Торможение ножевого вала осуществляется через ременную передачу электродвигателем.
Подача заготовок на станке СФ-6 осуществляется вручную или механически с применением автоподатчика. Передний и задний столы представляют собой чугунные литые шлифованные плиты с ребрами жесткости по нижней плоскости. Регулирование переднего и заднего столов станка по вертикали осуществляется посредством эксцентриковых валиков через систему рычагов и тяг с приводом от рукоятки для переднего стола и винта с гайкой для заднего стола.
С боковых сторон стола установлены щитки. Указатель глубины строжки - лимб помещен в окне щитка. Перемещение направляющей линейки осуществляется вручную. Линейка может перемешаться поперек стола в зависимости от ширины строгаемого материала и может быть установлена на требуемый угол в вертикальной плоскости (до 45°).
На станке СФ-6 имеется круглый двухножевой вал с клиновым креплением ножей.
Ширина строгания на станке 630 мм, толщина снимаемого слоя 6 мм, диаметр ножевого вала 125 мм, диаметр резания 128 мм, число ножей на валу 2, мощность электродвигателя ножевого вала 2,8 кВт, число оборотов ножевого вала в минуту 5000, вес станка 620 кг.
Условное обозначение деревообрабатывающих станков
Деревообрабатывающие станки и оборудование имеют условное обозначение (индексацию) буквами и цифрами. Буквенная индексация состоит из начальных букв наименования типа или вида станка. Первая буква означает тип, вторая и третья— основной признак станка.
- Ц — круглопильный (циркулярный, циркульный)
- С — строгальный
- Ф — фрезерный
- Ш — шипорезный
- Тч — точильный
- Кп — круглопалочный
- У — универсальный
- ПР — круглопильный ребровый
- ЦК — круглопильный концеравнитель
- СФ — строгально-фуговальный
- СР — строгально-рейсмусовый
- ФШ — фрезерный с шипорезной кареткой
- ФК — фрезерный с карусельным столом
- ШО — шипорезный односторонний
- ШД — шипорезный двусторонний
- ШП — шипорезный для прямого шипа
- ШЛ — шипорезный для шипа ласточкин хвост
- ШлД — шлифовально-дисковый
- ШлПС — шлифовальный с подвижным столом
- ТчП — точильный для пил
- ТчН — точильный для ножей
- ТчПН — точильный для пил и ножей
Буква А обозначает наличие элементов автоматизации.
Например: СвПА—сверлильно-пазовальный с автоподачей. Цифра, стоящая сразу после букв или между ними, обозначает основные параметры станков (число режущих инструментов или ширину строгания в мм, см, дм). Например:
- Ц2К12 — двухшпиндельный концеравнитель для брусков длиной 12 дм
- СФ-6 — строгально-фуговальный с шириной строгания 4 дм
- Ф2К — фрезерный двухшпиндельный с карусельным столом
- ШО10 — шипорезный односторонний для шипов длиной до 10 см
Цифра, стоящая после дефиса, обозначает номер модели станка, например:
- СФ4-4 - четвертая модель
- СР6-6 - шестая модель
- СР6-7 - соответственно седьмая модель
Общий вид фуговального одностороннего станка СФ-6
Фото фуговального одностороннего станка сф-6
Расположение основных узлов одностороннего строгального станка сф-6

Расположение основных узлов строгального станка сф-6

Расположение основных узлов строгального станка сф-6
Перечень составных частей фуговального станка СФ6-1:
- Станина СФ-6.10.000
- Автоподатчик
- Линейка направляющая СФ-6.40.000
- Электрооборудование СФ-6.80.000
- Кожух СФ-6.60.000
- Стол задний СФ-6.21.000
- Вал ножевой СФ-6.31.000
- Стол передний СФ-6.20.000
- Защита инструмента СФ-6.61.000
Расположение органов управления односторонним строгальным станком сф-6

Расположение органов управления строгальным станком сф-6

Расположение органов управления строгальным станком сф-6
- Кнопка "Стоп" станка
- Кнопка "Пуск" двигателя ножевого вала
- Кнопка "Стоп" автоподатчика
- Кнопка "Пуск" двигателя автоподатчика
- Переключатель выбора направления движения автоподатчика
- Лампа индикации наличия напряжения
- Переключатель скорости движения автоподатчика
- Рукоятка вводного выключателя
- Рукоятка установки переднего стола на толщину снимаемого слоя
- Рукоятка натяжения ремня
- Рукоятка фиксации положения линейки на столе
- Рукоятка фиксации наклона линейки
Перечень графических символов строгального станка сф-6

Перечень графических символов строгального станка сф-6
Схема кинематическая одностороннего фуговального станка СФ-6
Ножевая головка приводится во вращении от индивидуального электродвигателя через шкивы 1, 2 посредством клиновых ремней.
Регулирование переднего и заднего столов станка по высоте осуществляется эксцентриковыми механизмами 3 при помощи рукоятки 4 и гайки 5.
Перемещение направляющей линейки осуществляется вручную.
Подача заготовок на станке осуществляется вручную.
Устройство и описание составных частей станка
Станина с приводом
Станина выполнена цельнолитой коробчатой формы, внутри станины установлен электродвигатель привода ножевого вала.
Вращение ножевого вала осуществляется от электродвигателя клиновыми ремнями. Для натяжения ремней предусмотрено вертикальное перемещение подмоторной плиты. Ременная передача закрыта кожухом.
Столы передний и задний
Столы представляют собой плиты с ребрами жесткости по нижней плоскости. Столы перемещаются в вертикальном направлении посредством эксцентриковых валиков через систему рычагов и тяг с приводом от рукоятки для переднего стола и и винта с гайкой для заднего стола.
Наибольшая величина вертикального перемещения переднего стола - 6 мм, заднего - 2 мм. С боковых сторон стола установлены щитки. Указатель глубины строжки — лимб помещен в окне щитка.
Линейка
Направляющая линейка может перемещаться поперек стола в зависимости от ширины строгаемого материала и может быть установлена на требуемым угол в вертикальной плоскости до 45°.
Ножевой вал строгального станка сф-6

Ножевой вал строгального станка сф-6

Ножевой вал строгального станка сф-6
Опоры ножевого вала смонтированы в цельном блоке с съемными крышками. Принятая конструкция позволяет снять механические шумы и вибрацию от вращения ножевого вала.
Торможение ножевого вала электромеханическое. Смазка подшипников опор периодическая через пресс-масленки.
Порядок установки заточенных или новых ножей.
При затуплении ножей необходимо выполнить работы:
- освободить винты крепления ножей (прижимные клинья и винты не снимать) и вынуть затупившиеся ножи;
- очистить пазы в корпусе и клинья от стружки и грязи;
- произвести заточку ножей.
Уравновешивание ножей после переточки достигается путем снятия металла с углов ножа противоположных лезвию.
Это требование должно соблюдаться при установке нового комплекта ножей, при этом геометрия и технические требования на ножи должны быть в соответствии с их конструкцией и ТУ. Рис. 13.2. ирис. 13.3.
Установить в пазы ножевого вала заточенные или новый комплект ножей.
Как правильно установить ножи в ножевой вал:
Деревянный брусок сечением 50 х 40 х 500 имеющий неплоскостность не более 0,05 мм укладывают на задний стол станка над ножевым валом у одного из концов. Вал поворачивают вручную и ослабив крепежные винты изменяют положение ножа так, чтобы лезвие коснулось бруска. Ближайший к бруску крепежный винт слегка затягивают. Передвигают брусок на другую сторону вала. Регулирование осуществляют до тех пор, пока лезвие по всей длине будет расположено одинаково относительно бруска.
Так же регулируют и остальные ножи. Выверенные ножи окончательно закрепляют винтами. Зазор между ножами и губками корпуса не допускается. Качество установки ножей контролируют по усилию проворачивания ножевого вала и звуку возникающему при соприкосновении ножа с рабочей поверхностью бруска, что подтверждает о том, что лезвие ножей находятся в плоскости заднего стола или на 0,02+0,03 мм выше его. После закрепления ножей вал приводят во вращение в холостую и после установки еще раз проверяют затяжку распорных винтов.
Наладка строгального станка сф-6
Наладка станка заключается в правильной установке переднего стола, направляющей линейки относительно ножевого вала и выборе направления подачи.
- передний стол устанавливают так, чтобы его рабочая поверхность была ниже верхней образующей окружности, описываемой режущими кромками ножей. Величина выступа ножей относительно переднего стола определяет толщину снимаемого слоя и устанавливается по имеющейся на стенке шкале;
- автоподатчик располагают над ножевым валом так, чтобы первый подающий ролик находился над передним столом на расстоянии 50.. .60 мм от ножевого вала, а другие ролики - над задним столом.
- Автоподатчик ориентируют относительно направляющей линейки так, чтобы ролики были наклонены под углом 1... 3' к оси ножевого вала
- Направляющую линейку при обработке брусковых деталей располагают так, чтобы расстояние до левого конца ножевого вала было немного больше ширины обрабатываемой заготовки. По мере затупления ножей линейку следует перемещать вправо и обрабатывать деталь той частью ножевого вала, где ножи еще не затуплены.
При обработке деталей с неперпендикулярными смежными поверхностями направляющую линейку наклоняют так, чтобы угол между ее рабочей поверхностью и ножевым валом был тупым.
Регулирование строгального станка сф-6
В процессе эксплуатации станка возникает необходимость в регулировании его отдельных составных частей.
Ремни привода ножевого вала натягивают поворотом электродвигателя с подмоторной плитой вокруг горизонтальной оси, закрепленной на станине. Прогиб ветви ремня должен быть 7 мм под действием силы ЮН (1 кГс), приложенной в середине ветви и перпендикулярно к ней.
Автоподатчик регулируется по высоте маховичком в зависимости от толщины обрабатываемых заготовок. Расстояние от рабочей поверхности переднего стола до нижней образующей поверхности подающих роликов должно быть на 2.. .3 мм толщины заготовки.
Скорость подачи заготовки выбирают в зависимости от ширины и толщины снимаемого слоя, породы древесины и ее влажности, направления волокон и т.п.
Требуемую скорость устанавливают переключением пакетного выключателя электродвигателя или перестановкой приводного ремня на ступенчатых шкивах автоподатчика.
Закончив наладку и регулировку неработающего станка, следует внимательно осмотреть ножевой вал и пустить станок на холостой ход. При нормальной работе ножевого вала и автоподатчика - обработать пробные заготовки.
Нож строгального станка сф-6

Нож строгального станка сф-6
Схема электрическая принципиальная фуговального одностороннего станка СФ-6
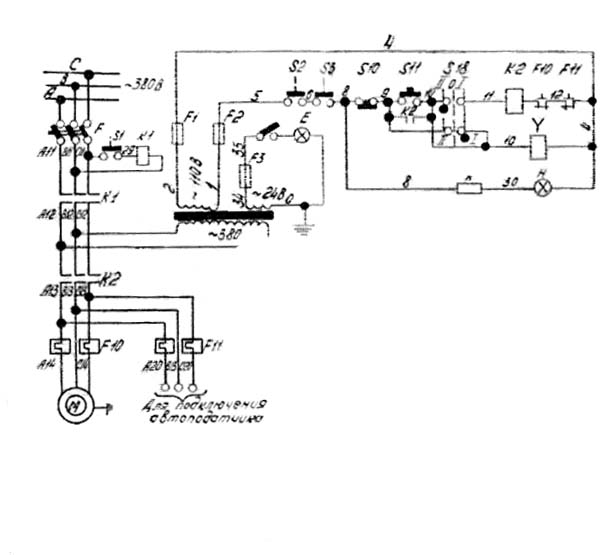
Электрическая схема принципиальная фуговального станка СФ-6
Электрооборудование станка фуговального одностороннего СФ-6
Общие сведения
На станке установлен трехфазный короткозамкнутый асинхронный электродвигатель
Станки изготовляются с электрооборудованием, рассчитан ным для работы при напряжении 380 В 50Гц, в силовых цепях, в цепях управления на напряжение 110 В 50 Гц, цепь освещения 24 В 50 Гц. Станки могут быть изготовлены с рабочим напряжением согласно заказ-наряду.
В электросхемах используется провод марки ПГВ сечением 1 мм2 красного и 1,5 мм2 черного цветов, 2,5 мм2 2-х цветный зелено-желтого или зеленого цвета.
В электросхемах имеются блокировки, осуществляющие невозможность включения электродвигателя главного привода при снятых кожухах ременной передачи, при снятом веере ножевого вала.
Во время эксплуатации электродвигателей систематически производить их технический осмотр и профилактические ремонты.
При профилактических ремонтах должна производиться разборка электродвигателя, внутренняя и наружная очистка и замена смазки подшипников.
Перед набивкой свежей смазкой подшипники должны быть тщательно промыты бензином.
Читайте также: Производители деревообрабатывающих станков и оборудования
СФ-6 Станок фуговальный односторонний. Видеоматериалы
Технические характеристики фуговального станка СФ6-1
| Наименование параметра | СФ4-1 | СФ6-1 |
|---|---|---|
| Основные параметры станка | ||
| Наибольшая ширина обрабатываемого материала, мм | 400 | 630 |
| Наибольшая глубина снимаемого слоя, мм: | 6 | 6 |
| Размер, мм | 1504 х 412 | 1504 х 650 |
| Размер заднего стола, мм | 1004 х 412 | 1004 х 650 |
| Скорость резания, м/с | 34 | 34 |
| Наименьшая длина обрабатываемого материала, мм | 400 | 400 |
| Высота подъема переднего стола, мм | 6 | 6 |
| Высота подъема заднего стола, мм | 2 | 2 |
| Цена деления лимба подъема заднего-переднего стола, мм | 1 | 1 |
| Количество ножевых валов | 1 | 1 |
| Диаметр корпуса ножевого вала, мм | 125 | 125 |
| Диаметр окружности резания ножевого вала, мм | 128 | 128 |
| Количество ножей ножевого вала, мм | 2/ 4 | 2/ 4 |
| Число оборотов ножевого вала, об/мин | 5100 | 5100 |
| Способ торможения | электромех | электромех |
| Время торможения ножевого вала, с, не более | 6 | 6 |
| Количество стружкоприемников | 1 | 1 |
| Диаметр стружкоприемника, мм | 175 | 175 |
| Электрооборудование станка | ||
| Род тока питающей сети | 380В 50Гц | 380В 50Гц |
| Количество электродвигателей на станке, шт | 1 | 1 |
| Электродвигатель - номинальная мощность, кВт | 3 | 5,5 |
| Габарит и масса станка | ||
| Габарит станка (длна х ширина х высота), мм | 2564 х 1385 х 1250 | 2564 х 1715 х 1250 |
| Масса станка, кг | 705 | 950 |
- Станок фуговальный модели СФ-6. Руководство по эксплуатации СФ-6.00.000 РЭ, Днепропетровск
- Амалицкий В.В. Деревообрабатывающие станки и инструменты, 2002
- Афанасьев А.Ф. Резьба по дереву, Техника, Инструменты, Изделия, 2014
- Бобиков П.Д. Мебель своими руками, 2004
- Борисов И.Б. Обработка дерева, 1999
- Джексон А., Дэй Д. Библия работ по дереву, 2015
- Золотая книга работ по дереву для владельца загородного участка, 2015
- Ильяев М.Д. Резьба по дереву, Уроки мастера, 2015
- Комаров Г.А. Четырехсторонние продольно-фрезерные станки для обработки древесины, 1983
- Кондратьев Ю.Н., Питухин А.В... Технология изделий из древесины, Конструирование изделий и расчет материалов, 2014
- Коротков В. И. Деревообрабатывающие станки, 2007
- Лявданская О.А., Любчич В.А., Бастаева Г.Т. Основы деревообработки, 2011
- Любченко В.И. Рейсмусовые станки для обработки древесины, 1983
- Манжос Ф.М. Дереворежущие станки, 1974
- Расев А.И., Косарин А.А. Гидротермическая обработка и консервирование древесины, учебное пособие, 2010
- Рыженко В.И. Полная энциклопедия художественных работ по дереву, 2010
- Рыкунин С.Н., Кандалина Л.Н. Технология деревообработки, 2005
- Симонов М.Н., Торговников Г.И. Окорочные станки, 1990
- Соловьев А.А., Коротков В.И. Наладка деревообрабатывающего оборудования, 1987
- Суханов В.Г. Круглопильные станки для распиловки древесины, 1984
- Фокин С.В., Шпортько О.Н. Деревообработка, Технологии и оборудование, 2017
- Хилтон Билл Работы по дереву, Полное руководство по изготовлению стильной мебели для дома, 2017
Список литературы:
Связанные ссылки. Дополнительная информация
